2026 Best Pilot Operated Diaphragm Valve Types Explained
In the world of industrial automation, the Pilot Operated Diaphragm Valve plays a significant role. These valves are essential for controlling fluid flow in various systems. Understanding the different types available can help industries optimize operations.
Pilot Operated Diaphragm Valves come in various forms, each designed to meet specific needs. Some are suited for high-pressure applications, while others excel in low-flow situations. Identifying the right type can be challenging, especially with so many options. Not all designs work for every setup.
Additionally, maintenance and installation can bring challenges. A simple oversight could lead to inefficiencies. Ultimately, selecting the best Pilot Operated Diaphragm Valve requires careful consideration and an understanding of the system’s needs. Many in the industry can overlook this, leading to suboptimal performance.
Types of Pilot Operated Diaphragm Valves: An Overview
Pilot operated diaphragm valves are vital in various industrial applications. Understanding their types can help in selecting the right one for specific needs. There are mainly three types: normally closed, normally open, and bistable.
Normally closed valves remain shut when no pilot pressure is applied. This type is commonly used for safety as it prevents flow unless activated. On the other hand, normally open valves allow flow without pilot pressure. They are useful in processes requiring constant flow. Bistable valves can switch between the two positions. They are versatile, but might complicate control strategies.
Choosing the right type requires careful consideration. Each type has its pros and cons. Sometimes, it might be challenging to decide which one suits your system best. The wrong choice can lead to operational inefficiencies. Reflecting on these aspects can guide better decision-making.
Advantages of Using Pilot Operated Diaphragm Valves in Applications
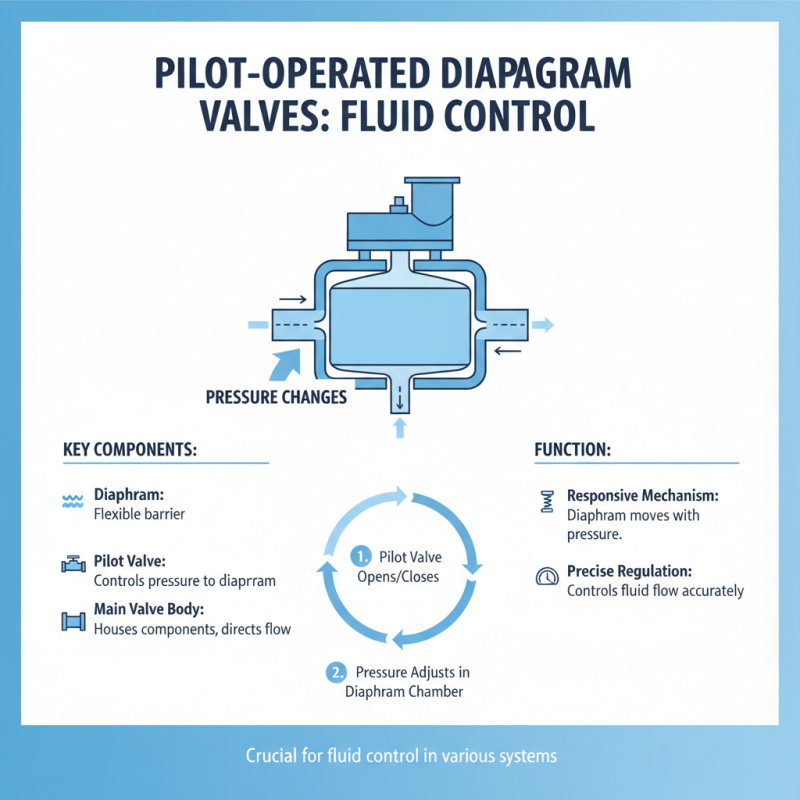
Pilot operated diaphragm valves have gained traction in various industries due to their distinct advantages. These valves are known for their precise control and reliability. When pressure differentials change, they maintain consistent flow rates. This responsiveness makes them ideal for dynamic systems where conditions fluctuate frequently.
One notable benefit is their reduced energy consumption. They typically require less force to operate compared to traditional valves. This can lead to lower operational costs over time. However, there is a trade-off. Some applications may find installation more complex. If the system isn't designed properly, it can lead to performance issues.
Additionally, pilot operated diaphragm valves are often more adaptable. They can handle a variety of fluids, including aggressive chemicals. This versatility opens up opportunities across multiple sectors. Yet, their performance is highly dependent on the design and materials used. It's crucial to select the right valve for each specific situation.
Common Applications and Industries Utilizing Pilot Operated Diaphragm Valves
Pilot-operated diaphragm valves are versatile components in various industries. They seamlessly control fluid flow, making them suitable for applications such as water treatment, pharmaceuticals, and food processing. In the water industry, these valves help in managing distribution systems. In pharmaceuticals, they ensure hygienic conditions during drug production.
Tips: Ensure regular maintenance of these valves to prevent leaks and ensure optimal performance. Use the right valve size for your application; oversized valves can lead to inefficiencies.
In food processing, these valves adhere to strict sanitary standards. They minimize contamination risks, which is crucial for food safety. These valves can also handle corrosive materials in chemical applications. Yet, it is essential to consider the plastic or metal materials used for diaphragm construction.
Consider the specific needs of your industry before choosing a valve type. Each application may require distinct features. Take the time to evaluate your requirements carefully.
Maintenance and Troubleshooting Tips for Pilot Operated Diaphragm Valves
Pilot operated diaphragm valves are essential in various industries for precise flow control. However, like any equipment, they require regular maintenance to operate effectively. Neglect can lead to performance issues, impacting the overall system efficiency.
**Tip:** Regularly inspect the diaphragm for wear and tear. A damaged diaphragm can cause leaks, leading to inefficient operation. Look for cracks or tears during routine checks.
Common problems with these valves include improper closing or flow inconsistency. These issues may arise from debris accumulation or improper pilot pressure settings. Keeping components clean is crucial. Use appropriate tools to clear out any blockages.
**Tip:** Ensure the pilot system is calibrated correctly. Incorrect pressure can lead to unresponsive valve behavior. Take the time to adjust every few months to maintain optimum functionality.
Remember that troubleshooting can be a learning experience. It’s normal to encounter unexpected challenges. Reflecting on past repairs can provide insights for future maintenance tasks, enhancing your overall expertise with pilot operated diaphragm valves.
2026 Best Pilot Operated Diaphragm Valve Types Explained - Maintenance and Troubleshooting Tips for Pilot Operated Diaphragm Valves
| Valve Type |
Application |
Material |
Size Range |
Maintenance Frequency |
Troubleshooting Tips |
| Standard Pilot Operated |
Water and Wastewater Management |
PVC, NBR |
1" to 6" |
Every 6 Months |
Check for leaking seals and diaphragm wear. |
| High Pressure Pilot Operated |
Oil and Gas Industries |
Stainless Steel, PTFE |
2" to 10" |
Every 3 Months |
Inspect for pressure drops and replace degraded seals. |
| Vacuum Pilot Operated |
Pharmaceuticals and Food Processing |
Polypropylene, EPDM |
1/2" to 4" |
Annually |
Verify vacuum integrity and clean the valve seat regularly. |
| Isolated Pilot Operated |
Chemical Processing |
Hastelloy, Viton |
1" to 8" |
Every 6 Months |
Check for blockage and ensure actuator responsiveness. |